Zmień język :
Łożyska ślizgowe - montaż i tolerancje


Jaka jest tolerancja otworu oprawy?
Łożyska ślizgowe iglidur to łożyska wciskane, które są wciskane w otwór oprawy o tolerancji H7 z naddatkiem . Ich średnica wewnętrzna jest ustalana dopiero po wciśnięciu w otwór oprawy H7. Wcisk może wynosić do 2% średnicy wewnętrznej. Zapewnia to bezpieczne wciśnięcie tulei. W ten sposób można uniknąć przesunięć osiowych i promieniowych w obudowie.
Otwór w oprawie powinien być wykonany w tolerancji H7 dla wszystkich łożysk i być możliwie gładki, równy i sfazowany. Montaż odbywa się za pomocą prasy płaskiej. Użycie kołków centrujących lub kalibrujących może uszkodzić łożysko i doprowadzić do zwiększenia luzu.

Montaż łożysk kompozytowych igutex
Łożyska ślizgowe igutex mogą być montowane za pomocą płaskiej prasy, płaskiej płytki lub sworznia wciskanego. Kołek wciskany nie może mieć ostrych krawędzi. Zaleca się wykonanie podcięcia na przejściu kołnierza, aby zapobiec uszkodzeniom. Nie zaleca się montażu poprzez uderzanie, np. młotkiem, ponieważ może to spowodować uszkodzenie kompozytowego łożyska ślizgowego.
Wszystkie informacje dotyczące montażu kompozytowych łożysk ślizgowych

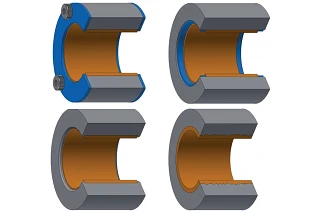
Różne metody wciskania
Hydrauliczny lub mechaniczny
Najczęściej stosowaną metodą jest mechaniczne wciskanie łożyska ślizgowego za pomocą prasy ręcznej. Do wciśnięcia łożyska ślizgowego w otwór oprawy używany jest płaski stempel. Nie należy stosować kołka centrującego lub kalibrującego, ponieważ może to prowadzić do pęknięć wzdłuż linii spoiny i większego luzu łożyska.
Bez prasy
Jeśli prasa nie jest dostępna lub okoliczności nie pozwalają na jej użycie, łożysko ślizgowe można ostrożnie zmontować za pomocą gumowego młotka. Kawałek drewna pomiędzy łożyskiem ślizgowym a drewnem może pomóc chronić łożysko przed uszkodzeniem.
Zautomatyzowany montaż
Podczas wdrażania (częściowo) zautomatyzowanego montażu szczególnie ważne jest prawidłowe podawanie i pozycjonowanie komponentów. Optymalizacja geometrii komponentów pod kątem procesu może mieć sens. W przypadku łożysk ślizgowych z tworzywa sztucznego nie ma praktycznie żadnych ograniczeń konstrukcyjnych. Geometrie ze stożkowymi średnicami, rowkami lub urządzeniami przeciwobrotowymi mogą być realizowane w ekonomiczny sposób.

Łożysko ślizgowe igutex po obkurczeniu
Obkurczanie
Chłodzenie łożysk ślizgowych może ułatwić ich wciskanie. Tuleje są chłodzone za pomocą ciekłego azotu, kurczą się razem i dlatego są łatwiejsze do dopasowania. Przed obkurczeniem łożyska muszą zostać dokładnie oczyszczone i sprawdzone pod kątem uszkodzeń. Po ponownym podgrzaniu materiał ponownie się rozszerza, a łożysko jest mocno osadzone w otworze obudowy.
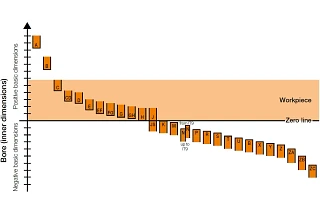
Zalecane tolerancje
Wysokość montażu i tolerancje łożyska ślizgowego iglidur zależą od materiału i grubości ścianki. Absorpcja wilgoci i rozszerzalność cieplna mają decydujące znaczenie dla materiału. Łożyska ślizgowe o niskiej absorpcji wilgoci mogą być montowane z niewielkim luzem łożyskowym. W przypadku grubości ścianki obowiązuje następująca zasada: im grubsze łożysko, tym większy musi być luz łożyskowy.
Skutkuje to różnymi klasami tolerancji dla łożysk ślizgowych iglidur. Przy tych tolerancjach łożyska ślizgowe iglidur mogą być eksploatowane zgodnie z zaleceniami montażowymi w odpowiednim dopuszczalnym zakresie temperatur i przy wilgotności do 70%. Przy wyższej wilgotności lub jeśli łożyska są eksploatowane pod wodą, preferowane są materiały o niskiej absorpcji wilgoci.
Więcej informacji można znaleźć w naszej bezpłatnej białej księdze
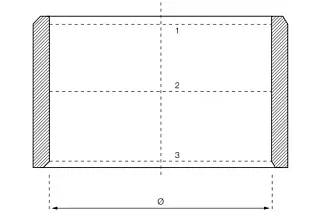
Położenie poziomów pomiarowych (1, 2, 3 = linie pomiarowe)
Sprawdzanie gniazda łożyska
Łożyska ślizgowe iglidur są łożyskami wciskanymi do opraw z otworem jednostkowym H7. Wciśnięcie łożyska zabezpiecza łożysko w oprawie z jednej strony, a z drugiej strony w wyniku tego powstaje wewnętrzna średnica łożyska ślizgowego. Łożysko jest testowane, montowane w otworze o najmniejszym wymiarze, zarówno za pomocą czujnika zegarowego, jak i czujnika wtykowego.
- Wciśnięta w otwór dobra strona sprawdzianu wtykowego musi gładko przechodzić przez łożysko
- Za pomocą testera suwakowego należy upewnić się, że wewnętrzna średnica łożyska musi mieścić się w określonej tolerancji średnio w płaszczyznach pomiarowych (patrz schemat obok).
Czop ustalający
Łożyska ślizgowe faktycznie "migrują" z otworu oprawy, jeśli pasowanie wciskowe zostanie utracone. Łożyska ślizgowe są często mocowane na wcisk w oprawach o nieco węższej tolerancji. Pod wpływem naprężeń mechanicznych łożysko jest mocno osadzone w otworze. Jeśli to mechaniczne naprężenie zostanie zmniejszone z powodu wysokich temperatur lub trwałego przekroczenia dopuszczalnego obciążenia, pasowanie wciskowe również zostanie zmniejszone.
Oczywiście może się również zdarzyć, że tolerancje produkcyjne otworu obudowy są tak niedokładne, że otwór nie jest wystarczająco niewymiarowy. Również w tym przypadku łożysko nie może wytworzyć wystarczającego naprężenia, aby utworzyć pasowanie z wciskiem. Rezultatem jest ekstremalne zużycie łożyska ślizgowego. Rozwiązaniem tego problemu jest czop ustalający łożyska ślizgowego. Dostępne opcje osiowego zabezpieczenia łożysk ślizgowych można znaleźć w naszym arkuszu informacyjnym w temacie "czop ustalający".
Klejenie łożysk ślizgowych
Łożyska ślizgowe są zwykle wciskane lub zaciskane w otworze obudowy. Zapewnia to, że są one mocno osadzone w otworze i nie obracają się w sposób niezamierzony. Co jednak, jeśli nie jest to możliwe ze względu na tolerancje produkcyjne? Albo czy łożysko ślizgowe w ogóle powinno się obracać?
Nawet jeśli nie jest to częścią standardowego repertuaru wielu łożysk ślizgowych, łożyska z tworzywa sztucznego mogą również ślizgać się po średnicy zewnętrznej. Dlatego właśnie stosuje się łożyska plastikowe. Łożysko jest umieszczane na śrubie i powinno następnie - wraz ze śrubą - obracać się w czymś lub toczyć się po czymś. Klejenie wydaje się być dobrym rozwiązaniem. Istnieje jednak prawdopodobnie tyle klejów, ile materiałów na łożyska. Który z nich jest właściwy?
Wskazówki dotyczące obróbki
Łożyska ślizgowe iglidur są dostarczane w stanie gotowym do montażu. Szeroka gama produktów pozwala na zastosowanie standardowych wymiarów w większości przypadków. Jeśli jednak konieczna jest późniejsza obróbka łożyska ślizgowego, w tabeli obok przedstawiono wytyczne dotyczące obróbki. W miarę możliwości należy jednak unikać późniejszej obróbki powierzchni ślizgowych. Zwykle powoduje to większe ścieranie. Wyjątkiem jest np. iglidur M250, który doskonale nadaje się do późniejszej obróbki. W przypadku innych łożysk ślizgowych iglidur, wadom obróbki powierzchni ślizgowych można przeciwdziałać stosując smarowanie montażowe.
| Proces | Toczenie | Wiercenie | Frezowanie |
|---|---|---|---|
| Materiał narzędzia | Stal nierdzewna | Stal nierdzewna | Stal nierdzewna |
| Prędkość przesuwu [mm] | 0.1 ... 0.5 | 0.1 ... 0.5 | do 0,5 |
| Kąt luzu | 5 ... 15 | 10 ... 12 | |
| Kąt zacisku | 0 ... 10 | 3 ... 5 | |
| Prędkość cięcia [m/min] | 200 ... 500 | 50 ... 100 | do 1000 |
Konsultacje
Z przyjemnością osobiście odpowiem na Państwa pytania

Konsultacje i dostawa
Osobista:
Od poniedziałku do piątku: 7:00–20:00
Sobota: 8:00–12:00
Online:
Umów spotkanie z ekspertem