Zmień język :
iglidur® C500 - Dane materiałowe
Tabela materiałów
Specyfikacja ogólna
Jednostka
iglidur® C500
Metoda badania
gęstość
g/cm³
1,37
Kolor
magenta
maks. Absorpcja wilgoci przy 23°C/50% wilgotności w pomieszczeniu.
% wag.
0,3
DIN 53495
maks. całkowita absorpcja wilgoci
% wag.
0,5
Współczynnik tarcia ślizgowego, dynamiczny, względem stali
µ
0,07 - 0,19
Wartość pv, maks. (na sucho)
MPa x m/s
0,7
Specyfikacja mechaniczna
moduł zginania
MPa
3000
DIN 53457
wytrzymałość na zginanie w 20°C
MPa
100
DIN 53452
Wytrzymałość na ściskanie
MPa
110
maksymalny zalecany nacisk powierzchniowy (20°C)
MPa
110
Twardość Shore D
81
DIN 53505
Specyfikacja fizyczna i termiczna
Górna temperatura długotrwałego stosowania
°C
+250
Górna temperatura krótkotrwałego zastosowania
°C
+300
Niższa temperatura stosowania
°C
-100
przewodność cieplna
[W/m x K]
0,24
ASTM C 177
współczynnik rozszerzalności cieplnej (przy 23°C)
[K-1 x 10-5]
9
DIN 53752
Specyfikacja elektryczna
Rezystywność objętościowa
Ωcm
>1014
DIN IEC 93
Rezystancja powierzchniowa
Ω
>1013
DIN 53482
Tabela 01: Dane materiałowe
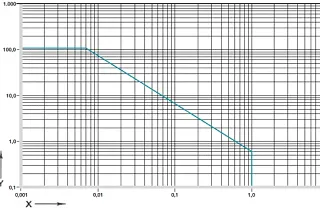
wykres. 01: Dopuszczalna wartość pv dla łożysk ślizgowych iglidur® C500 o grubości ścianki 1 mm w pracy na sucho względem wału stalowego, w temperaturze +20 °C, zamontowanych w obudowie stalowej.
X = prędkość przesuwu [m/s]
Y = obciążenie [MPa]
iglidur® C500 dołącza do rodziny niezwykle odpornych na media i temperaturę materiałów iglidur® X, X6 i A500. Materiał ten charakteryzuje się zwiększoną odpornością na zużycie i większą swobodą projektowania - np. jako pierścień prowadzący.
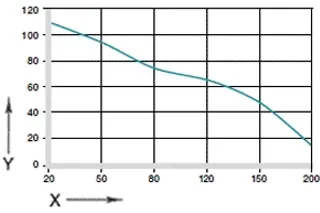
wykres. 02: maksymalne zalecane ciśnienie powierzchniowe w funkcji temperatury (110 MPa przy +20 °C)
X = temperatura [°C]
Y = obciążenie [MPa]
Specyfikacja mechaniczna
Maksymalny zalecany nacisk powierzchniowy stanowi parametr mechaniczny materiału. Na jego podstawie nie można wyciągać wniosków dotyczących trybologii. Wytrzymałość na ściskanie łożyskiglidur® C500 maleje wraz ze wzrostem temperatury. wykres. 02 ilustruje tę zależność.
Wykres. 03 pokazuje, jak iglidur® C500 odkształca się elastycznie pod obciążeniem promieniowym. Przy maksymalnym zalecanym ciśnieniu powierzchniowym 110 MPa odkształcenie w temperaturze pokojowej wynosi około 4,5%.

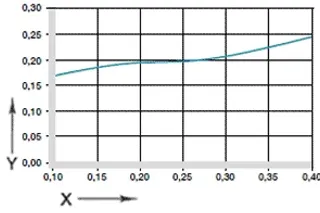
Wykres 04: Współczynnik tarcia w funkcji prędkości powierzchniowej, p = 1MPa
X = prędkość powierzchni [m/s]
Y = współczynnik tarcia μ
Tarcie i zużycie
Wartości tarcia i zużycia są nawet bardziej korzystne dla iglidur® C500 niż dla innych materiałów wysokotemperaturowych iglidur® X i A500. Współczynnik tarcia wzrasta umiarkowanie wraz z prędkością powierzchni. Wraz z obciążeniem współczynnik tarcia początkowo znacznie spada do poniżej 0,1 do 20 MPa; przy wyższych obciążeniach tylko nieznacznie.tarcie i zużycie są również w dużym stopniu zależne od partnera współpracującego. Zbyt gładkie wały zwiększają zarówno współczynnik tarcia, jak i zużycie łożyska. Najlepiej nadaje się szlifowana powierzchnia o średnim wykończeniu powierzchni Ra = 0,6 do 0,8 μm.
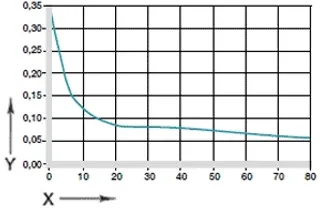
Wykres 05: Współczynnik tarcia w funkcji ciśnienia, v = 0,01 m/s
X = obciążenie [MPa]
Y = współczynnik tarcia μ
iglidur® C500
suchy
Smar
olej
woda
współczynnik tarcia µ
0,07 - 0,19
0,09
0,04
0,04
Tabela 04: Współczynnik tarcia względem stali (Ra = 1 μm, 50 HRC)
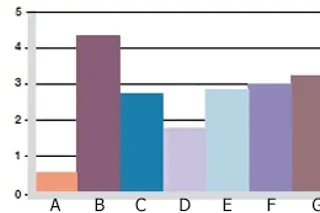
wykres. 06: Zużycie, zastosowanie obrotowe z różnymi materiałami wału, p = 1 MPa, v = 0,3 m/s
X = materiał wału
Y = zużycie [μm/km]
A = aluminium, anodowane na twardo
B = stal do swobodnego cięcia
C = Cf53
D = Cf53, chromowana na twardo
E = stal węglowa HR
F = 304 SS
G = stal wysokogatunkowa
Materiały wału
Wykres 06 przedstawia wyniki testów z różnymi materiałami wałów, które zostały przeprowadzone z łożyskami ślizgowymi wykonanymi z igliduru® C500.
Na przykładzie ruchu obrotowego z obciążeniem promieniowym 1 MPa i prędkością 0,3 m/s wyraźnie widać, że iglidur® C500 jest bardzo spójny pod względem zużycia w szerokim zakresie typów wałów. W tym przypadku tylko para ze stalą do swobodnego skrawania wyróżnia się na górze i, co godne uwagi, para z aluminium hc na dole. Zużycie w ruchu obrotowym jest wyższe niż w ruchu obrotowym, zwłaszcza przy rosnących obciążeniach promieniowych (wykres 07).


Konsultacje
Z przyjemnością osobiście odpowiem na Państwa pytania

Konsultacje i dostawa
Osobista:
Od poniedziałku do piątku: 7:00–20:00
Sobota: 8:00–12:00
Online:
Umów spotkanie z ekspertem