Zmień język :
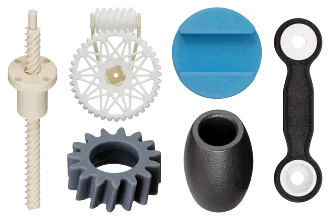
Druk 3D bezpieczny dla żywnościOdporne na ścieranie części zużywające się do zastosowań obejmujących kontakt z żywnością
► Bezpieczne w przypadku kontaktu z żywnością zgodnie z wymogami FDA i/lub dyrektywy UE 10/2011
► Do 50 razy bardziej odporne na ścieranie niż powszechnie stosowane tworzywa sztuczne do druku 3D: Idealne dla części ruchomych
► Brak konieczności smarowania dzięki zintegrowanym smarom stałym
► Poszczególne, polimerowe części gotowe do wysyłki w ciągu 24 godzin
Zamów części odporne na ścieranie za pośrednictwem usługi druku 3D lub wydrukuj je samodzielnie




Prześlij model 3D jako plik STEP i uzyskaj ceny — bez zobowiązania do zakupu
Odporne na chemikalia części dopuszczone do kontaktu z żywnością — wydrukowane w ciągu trzech do pięciu dni
iglidur I10
Proszek do spiekania laserowego iglidur i10 umożliwia szybką produkcję elementów odpornych na działanie substancji chemicznych, które są odpowiednie do kontaktu z żywnością. Wyjątkowo odpowiednie do zastosowania w maszynach dla przemysłu spożywczego i galwanicznego. Szybka produkcja za pomocą spiekania laserowego oznacza, że odporne na ścieranie, bezsmarowe części specjalne mogą być produkowane zgodnie z rysunkiem i gotowe do wysyłki w czasie od trzech do pięciu dni. Ponieważ usługa druku 3D nie pociąga za sobą kosztów, narzędzi, a także minimalnej ilości zamówienia, produkcja części odpornych na chemikalia jest opłacalna już od pojedynczej sztuki (maksymalnie 10 000 sztuk).
Wytwarzanie komponentów bezpiecznych dla żywności za pomocą dostępnych na rynku drukarek 3D
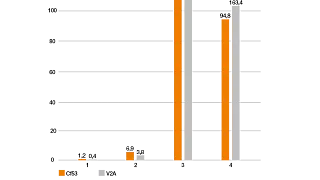
Test zużycia filamentów do druku 3D: oś y = wskaźnik zużycia [μm/km] 1. iglidur I150 2. iglidur I180 3. PLA 4. ABS; parametry testowe (ruch liniowy): v = 0,1 m/s; p = 1 MPa; materiały wału: stal hartowana (Cf53/1.1213) i stal nierdzewna (V2A/1.4301)
iglidur I150
iglidur I150 to najłatwiejszy w obróbce trybofilament® odpowiedni do wszystkich dostępnych na rynku drukarek 3D, z możliwością równie łatwego przetwarzania jak zwykłe filamenty, takie jak PLA i PETG. Dzięki zgodności z normą UE 10/2011 iglidur I150 jest odpowiedni do kontaktu z żywnością i sprawdza się w zastosowaniach w przemyśle spożywczym i opakowaniowym. Istnieją tylko ograniczenia dotyczące maksymalnej, stałej temperatury aplikacji wynoszącej 65 °C i wysoce dynamicznych zastosowań. iglidur I150 jest również dostępny w szpulach z filamentem o masie 8 kg i dlatego nadaje się do produkcji dużych komponentów w drukarkach wielkoformatowych.
Filament do części bezpiecznych dla żywności, wykrywalnych wizualnie
iglidur I151
Trybofilament iglidur I151 został opracowany specjalnie dla przemysłu spożywczego i opakowaniowego. Drukowane części są zgodne z przepisami FDA i UE 10/2011 dotyczącymi żywności. Standardowy, przemysłowy kolor niebieski zapewnia wymaganą wykrywalność wizualną, ponieważ żadna naturalna żywność nie jest niebieska. Ze względu na dobre właściwości mechaniczne (wytrzymałość, twardość, przyczepność warstw) iglidur I151 jest wszechstronnym materiałem, odpowiednim do większości zastosowań i drukarek 3D. Można go przetwarzać tak samo łatwo, jak standardowe filamenty PLA i PETG. iglidur I151 posiada właściwości mechaniczne porównywalne z iglidur I150. Podobnie jak wszystkie inne trybofilamenty, zawiera smary stałe, co pozwala na bezobsługową, higieniczną pracę na sucho. Wysoka odporność na zużycie materiału iglidur I151 wydłuża żywotność drukowanych z niego części do 50 razy w porównaniu z częściami wykonanymi z ABS, PETG lub PLA. Dowiedz się, co jest ważne podczas drukowania 3D z użyciem filamentu spożywczego na naszym blogu.
Wysokotemperaturowe i bezpieczne dla żywności
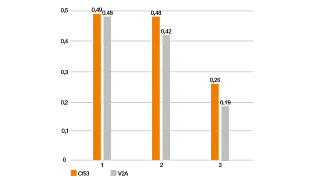
Test tarcia filamentu podczas obrotu: oś Y: współczynnik tarcia [-] 1. PI 2. PEEK 3. iglidur A350; parametry testowe p = 1 MPa; v = 0,3 m/s; materiały wału: stal hartowana (Cf53/1.1213) i stal nierdzewna (V2A/1.4301)
iglidur A350
Odporny na ścieranie, wysokotemperaturowy trybofilament® iglidur A350 został specjalnie opracowany dla przemysłu spożywczego i opakowaniowego. Materiał jest zgodny z przepisami UE 10/2011 i FDA dotyczącymi kontaktu z żywnością i posiada niebieski kolor ze względu na wykrywalność. Części wydrukowane z iglidur A350 są odporne na temperaturę do 180 °C, nie podtrzymują palenia zgodnie z UL94-V0 i mogą być sterylizowane gorącą parą. Ze względu na wysoką temperaturę obróbki 340-360 °C, a także obowiązkową temperaturę komory roboczej wynoszącą min. 160 °C, do obróbki wymagana jest wysokotemperaturowa drukarka 3D. Jeśli taka drukarka nie jest dostępna, odporne na zużycie części wykonane z iglidur A350 można wyprodukować szybko i tanio za pośrednictwem usługi drukowania 3D igus.
Pozostałe rozwiązania dla kontaktu z żywnością





Więcej informacji o druku 3D igus®

Nowości
Zapraszamy do odkrycia nowych produktów i narzędzi serwisowych dla produkcji addytywnej!
Przetestowane!
Materiały do drukowania 3D wykonane z iglidur w porównaniu z PLA, ABS i innymi materiałami oraz procesami produkcyjnymi.
Usługa druku 3D
Dostosowane, pochodzące z produkcji addytywnej komponenty z usługą drukowania 3D online w zaledwie kilku krokach.
Materiały do druku 3D
Zapraszamy do odkrycia naszych pozostałych, odpornych na ścieranie tworzyw sztucznych do zastosowań przemysłowych.
FAQ dotyczący drukowania 3D z tworzyw sztucznych przeznaczonych do kontaktu z żywnością
Co oznacza klasa spożywcza w odniesieniu do tworzyw sztucznych?
Oznacza to, że materiał mający kontakt z żywnością został przebadany pod kątem ewentualnego przenoszenia cząstek plastiku na żywność, przy czym określona wartość graniczna nie została przekroczona. Na rynku europejskim wymagania dotyczące możliwości zastosowania polimerów przy kontakcie z żywnością reguluje rozporządzenie UE 10/2011, a w USA regulacje FDA (Amerykańska Agencja ds. Żywności i Leków).
Jak można stwierdzić, czy materiał jest naprawdę bezpieczny dla żywności?
Jeśli materiał spełnia wymagania dotyczące możliwości zastosowania przy kontakcie z żywnością zgodnie z normą UE 10/2011 lub specyfikacjami FDA (Amerykańska Agencja ds. Żywności i Leków), potwierdza to uzyskany atest. Zapisano w nim specyfikacje dotyczące stosowania danej substancji.
Czy potrzebujesz specjalnej drukarki 3D do produkcji komponentów odpowiednich do kontaktu z żywnością?
Materiał przeznaczony do kontaktu z żywnością należy chronić przed kurzem — przed i w trakcie drukowania. Dlatego zalecamy zamkniętą przestrzeń montażową.
Czy wymagane jest dokładnie wyczyszczenie drukarki przed drukowaniem przy użyciu materiałów przeznaczonych do kontaktu z żywnością?
Generalnie wszystkie części mające kontakt z filamentem powinny zostać wyczyszczone. Dotyczy to w szczególności ekstrudera i dyszy ciśnieniowej. Ponadto konieczne jest czyste łoże drukujące. Płytkę szklaną należy wyczyścić i zalecane jest niestosowanie kleju lub, jeżeli jest to konieczne, użycie kleju spożywczego.
Na co należy zwrócić uwagę w ustawieniach drukowania?
Ustawienia w oprogramowaniu do druku należy wybrać tak, aby powierzchnia obiektu była jak najgęstsza. Osiąga się to, między innymi, poprzez obniżenie szybkości drukowania i dostosowanie szerokości linii do średnicy dyszy. Pozwala to na nierówności na powierzchni elementu i zmniejsza szczeliny w warstwach wierzchnich.
Czy możliwe jest osiągnięcie bezpieczeństwa komponentu dla kontaktu z żywnością stosując 2 materiały w procesie druku wielomateriałowego?
Nie zaleca się stosowania komponentów odpowiednich do kontaktu z żywnością w procesie druku wielomateriałowego razem z innymi materiałami niespożywczymi, ponieważ nie można całkowicie wykluczyć zmieszania się tych materiałów. Powinno się stosować ten sam materiał bądź materiał pomocniczy powinien być także przystosowany do kontaktu z żywnością.
Czy wydrukowany element, zgodny z przepisami dotyczącymi kontaktu z żywnością, może mieć stały kontakt z żywnością?
Długotrwały kontakt polimeru z żywnością zwiększa ryzyko migracji cząstek plastiku. Dlatego ważne jest, aby sprawdzić deklarację zgodności do kontaktu z żywnością pod kątem maksymalnego dozwolonego czasu kontaktu. Może się on różnić w zależności od tego, czy brana jest pod uwagę regulacja FDA czy UE 10/2011.
Ważną rolę odgrywa również temperatura otoczenia aplikacji. Im wyższe temperatury, tym krótszy powinien być czas kontaktu. Części wykonane z iglidur I6 są przystosowane do maksymalnie 2-godzinnego kontaktu z żywnością w temperaturze do 70°C (zgodnie z rozporządzeniem UE 10/2011).
Czy części wydrukowane w 3D muszą być dodatkowo pokryte powłoką odpowiednią do kontaktu z żywnością?
Elementy drukowane z materiałów iglidur, odpowiednich do kontaktu z żywnością, posiadają powierzchnię bezpieczną dla żywności, dzięki czemu nie jest wymagana dodatkowa powłoka. Dotyczy to materiałów do druku 3D iglidur i150, iglidur i151 oraz iglidur A350.
Czy części maszyn są automatycznie bezpieczne dla żywności, jeśli do ich wydrukowania użyty został materiał spożywczy?
Nie, zgodność do kontaktu z żywnością osiąga się tylko poprzez zastosowanie odpowiednich materiałów w czystym procesie drukowania 3D. Ważne jest, aby używać czystych dysz drukujących, na przykład, podczas drukowania 3D komponentów bezpiecznych dla żywności. Ponadto nie należy stosować kleju lub, jeżeli jest to konieczne, dozwolone jest użycie kleju spożywczego.